Entdecken Sie den umfassenden Leitfaden zu den Methoden und Techniken der Herstellung von Nitinol-Gefäßstents. Erfahren Sie mehr über Laserschneiden, Wärmebehandlung und elektrolytische Polierverfahren.


EN
Entdecken Sie den umfassenden Leitfaden zu den Methoden und Techniken der Herstellung von Nitinol-Gefäßstents. Erfahren Sie mehr über Laserschneiden, Wärmebehandlung und elektrolytische Polierverfahren.

Derzeit werden Gefäßerkrankungen in der Regel durch endovaskuläre Intervention oder Operation behandelt, wobei die endovaskuläre Intervention aufgrund der begrenzten Arten von Gefäßen, die operiert werden können, sowie der Nachteile hoher Traumata und schwerwiegender Komplikationen zur Hauptbehandlungsmethode dieser Krankheit geworden ist.
Endovaskuläre Interventionen können mithilfe von Stents oder Ballons dilatiert werden. Implantierte Stents können je nach ihren Prinzipien in ballonexpandierbare Stents und selbstexpandierbare Stents unterteilt werden, und die Struktur eines ballonexpandierbaren Stents ist in Abbildung 1 dargestellt.
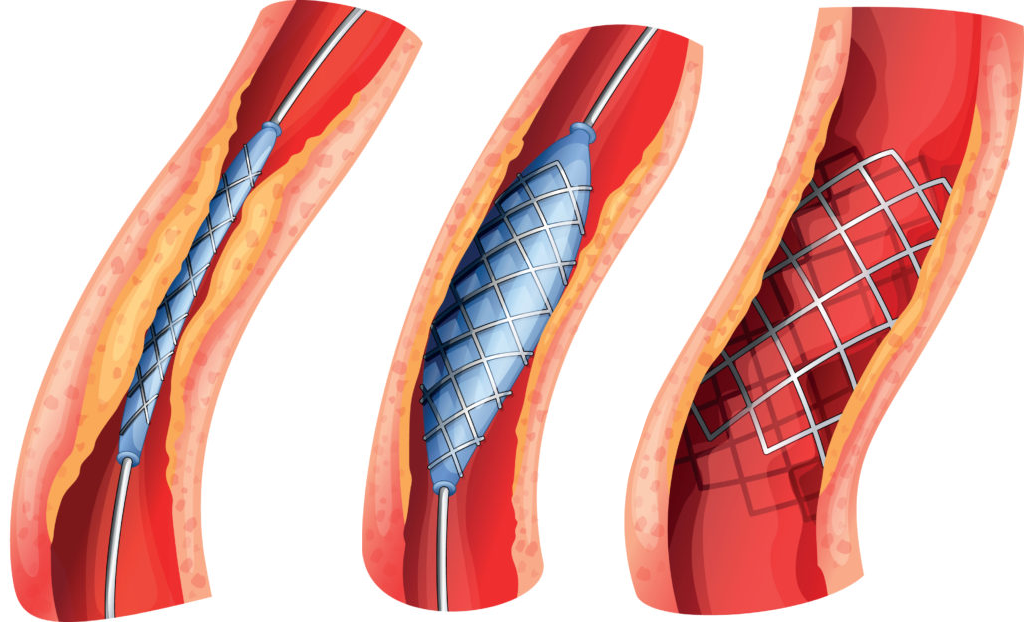
Abbildung 1 Ballonexpandierbarer Stent
Der ballonexpandierbare Stent ist eine perkutane Punktionstechnik, bei der ein Stent, der auf einem Ballonkatheter vorinstalliert ist, entlang des Führungsdrahts mit dem Ballon zur Stelle der vaskulären Läsion transportiert wird, und dann wird der Ballon unter Druck gesetzt, um den Stent zu expandieren, um das erkrankte Gefäß zu stützen. Wenn der Stent sich auf die Größe des Gefäßdurchmessers ausdehnt, wird der Ballon freigesetzt und der Katheter wird zurückgezogen, wobei der Stent an Ort und Stelle bleibt, um das Gefäß offen zu halten.
Im Vergleich zu ballonexpandierbaren Stents benötigen selbstexpandierbare Stents keine externe Kraft, die durch Ballonausdehnung an der vaskulären Läsion ausgeübt wird, wie in Abbildung 2 gezeigt. Der Stent wird zuerst bei niedriger Temperatur zu einem kleinen Durchmesser aufgerollt und dann an die Läsionsstelle transportiert. Wenn die Umgebungstemperatur von Raumtemperatur auf Körpertemperatur von 37°C ansteigt, dehnt sich der Stent aus, indem er sich auf die eigene Temperatursensitivität des Materials stützt, um das erkrankte Gefäß zu unterstützen.
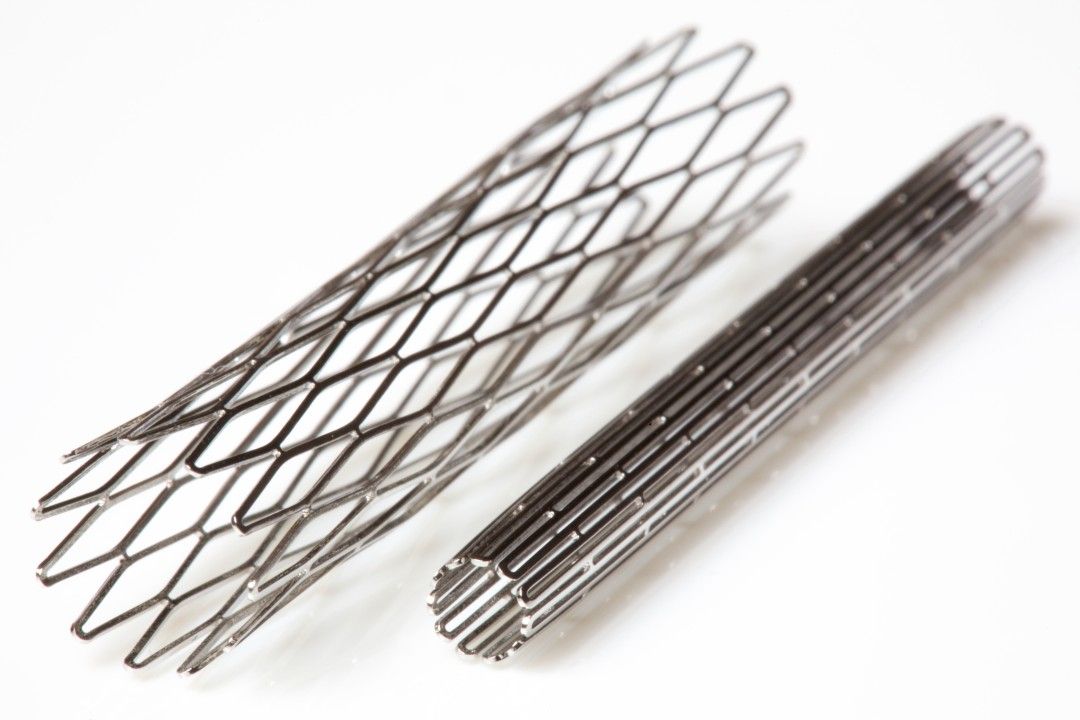
Abbildung 2 Selbstexpandierender Stent
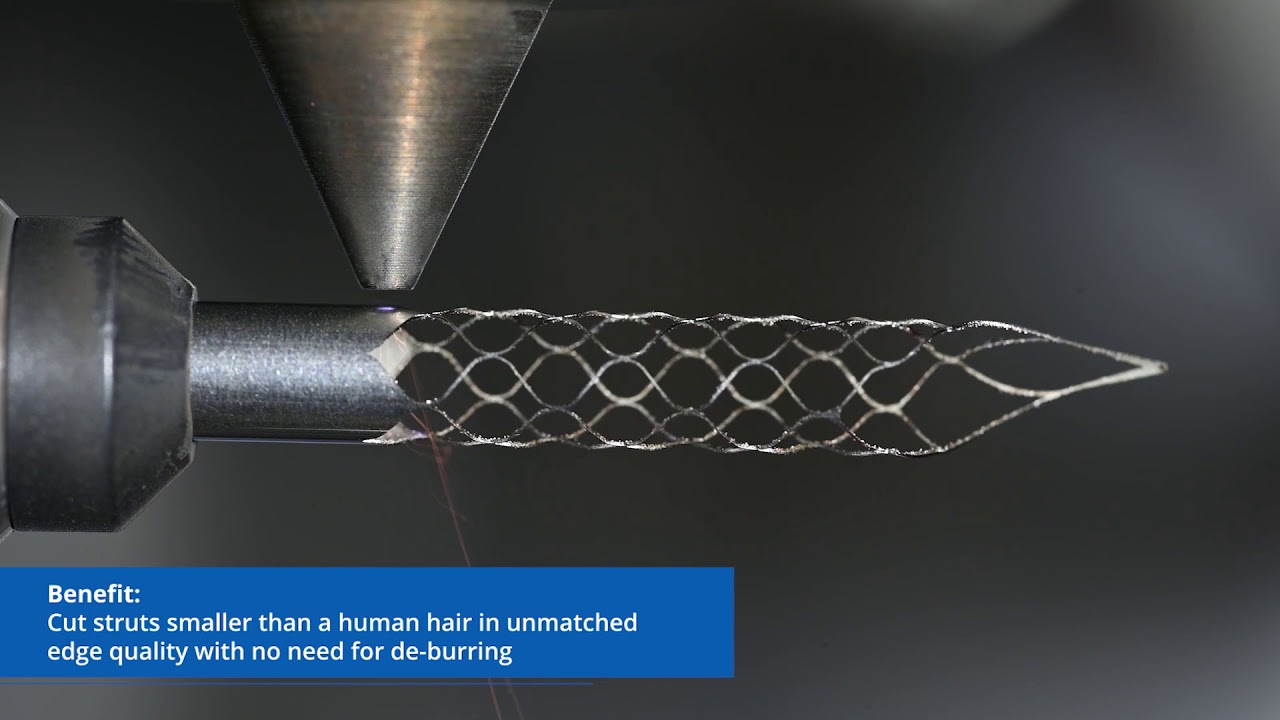
Die häufig verwendeten Stentformungsmethoden umfassen Laserschneiden und Flechten usw. Unterschiedliche Formmethoden können unterschiedliche Auswirkungen auf die Geometrie und Leistung des Stents haben. Die Laserschneidetechnologie wird aufgrund ihrer Vorteile wie berührungslos, schnelle Fertigungsgeschwindigkeit, hohe Formgenauigkeit und niedrige Kosten weitgehend in der Herstellung von vaskulären Stents eingesetzt und ist derzeit die häufigste Stentformungsmethode (Abbildung 3).
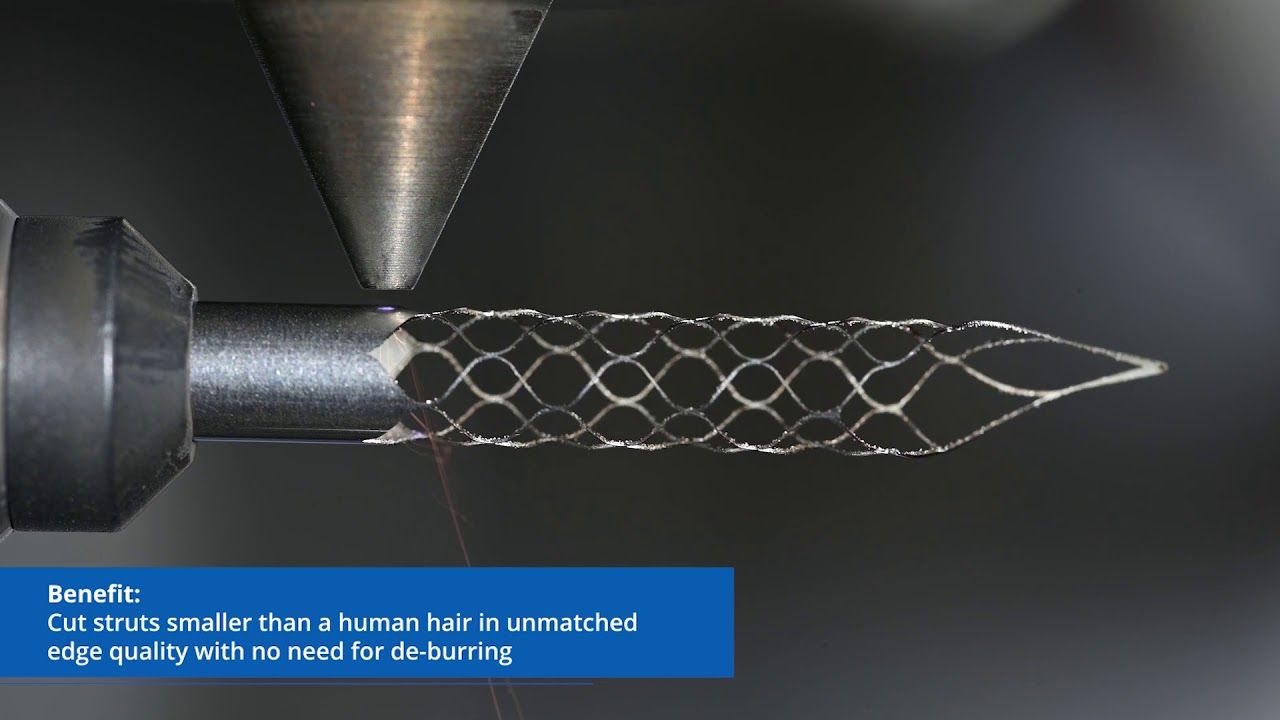
Abbildung 3 Der Prozess des Laserschneidens von Stents
Das Laserschneiden wird durch Fokussierung eines Hochenergielasers auf die Oberfläche des Werkstücks erreicht, wodurch das Material im bestrahlten Bereich schnell schmilzt und verdampft wird, während das geschmolzene Material mit Hilfe eines schnellen Gasstroms koaxial zum Laserstrahl weggeblasen wird.
Das Flechten ist eine kostengünstige, kontinuierliche Fertigungsmethode ohne Materialverlust während des Prozesses. Zwei oder mehr Drähte werden um einen Metallmandrell geflochten, um eine dreidimensionale Struktur zu bilden (Abbildung 4). Die Metalldrähte kreuzen sich, aber verriegeln sich nicht.
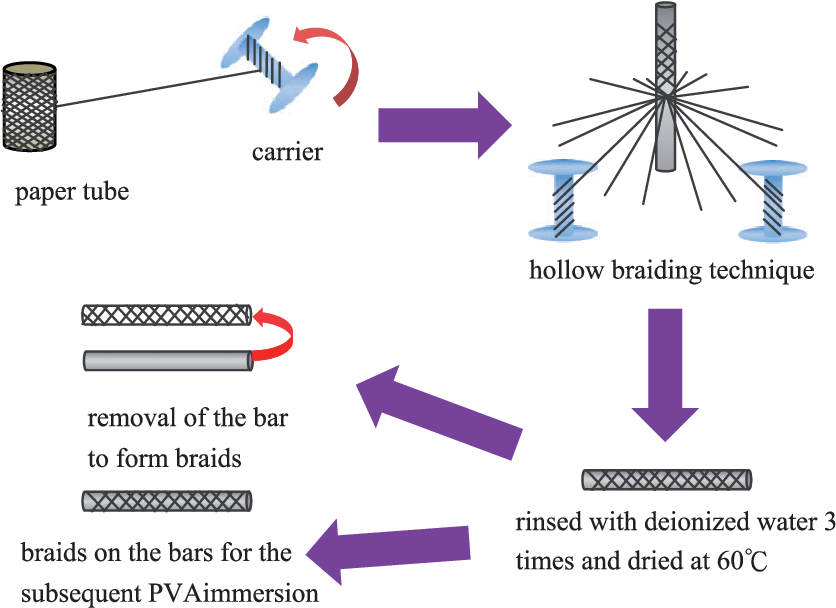
Abbildung 4 Geflochtene vaskuläre Stents
Mit Formgedächtnis, Superelastizität und guter Biokompatibilität ist Ni-Ti-Legierung allmählich zu einem der Hauptrohstoffe für vaskuläre Stents geworden (ihre Eigenschaften sind in Abbildung 5 dargestellt).
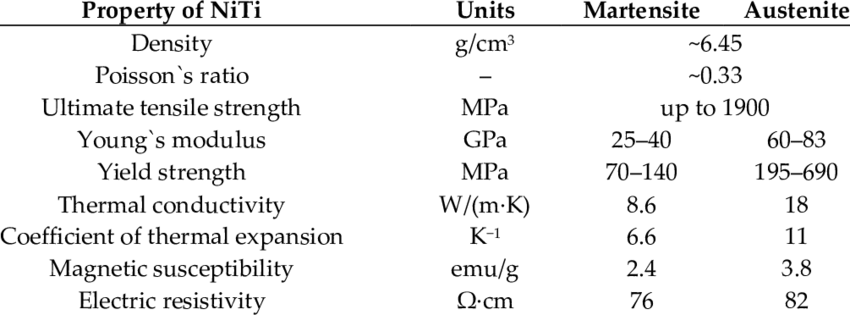
Abbildung 5 Eigenschaften der Nickel-Titan-Legierung
Der Prozessfluss der Ni-Ti-Legierungs-Stentbearbeitung ist in Abbildung 6 unten dargestellt:
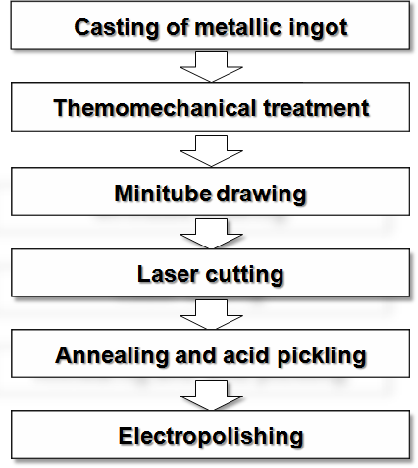
Abbildung 6 Bearbeitungsprozess der Nickel-Titan-Legierungsstents
Das schematische Diagramm der Laserschneidemaschine zum Schneiden von Stents ist in Abbildung 7 dargestellt. Der Laserstrahl wird während des Schneidvorgangs zunächst vom Lasergenerator erzeugt, und die Richtung des Laserstrahls wird durch den Reflektor geändert. Wenn der Strahl zur nahe gelegenen Düse übertragen wird, wird der Spot konvergiert. Die Laserdüse hat beim Schneiden mehrere Funktionen. Einerseits schützt sie den Fokus spiegel vor Schäden durch Schnittreste, andererseits kontrolliert sie das Strömungsfeld und die Größe des Schneidgasstroms, was es dem Laserstrahl erleichtert, den idealen Spot zu bilden.
Der Laserstrahl trifft mit einer momentanen Temperatur von mehreren tausend Grad Celsius auf die Oberfläche des Rohrs, was dazu führt, dass das Material im Nahbereich des Spots schnell schmilzt. Während des Schneidprozesses stellt der Gaskreislauf der Schneidemaschine ein Hilfsedelgas bereit, das die Nitinol-Tropfen, die den Schmelzpunkt erreicht haben, wegbläst, wodurch das Material entfernt wird. Zusätzlich reduziert das Hilfsgas auch die Oberflächentemperatur während des Schneidprozesses.
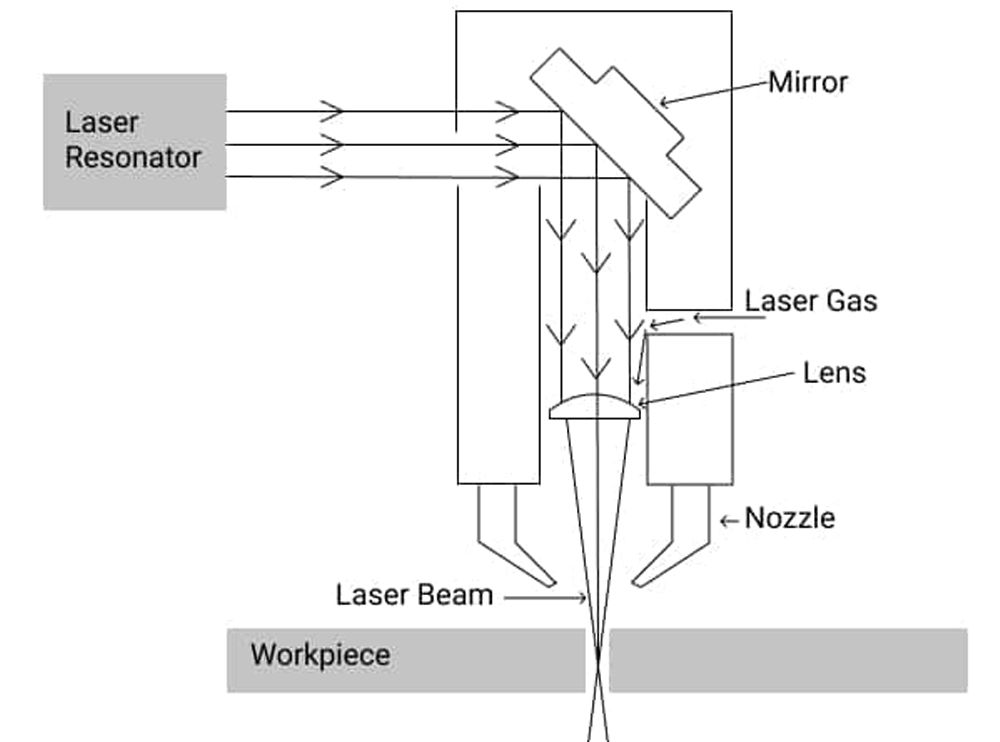
Abbildung 7 Arbeitsprinzipdiagramm der Schneidmaschine und Mechanismusdiagramm des Schneidbereichs
Die Essenz des Laserschneidens von Nickel-Titan-Legierungskardiovasculärstents besteht darin: Wenn das Rohr die Energie des Lichtpunktes absorbiert, erreicht der Teil des Rohrs, der der Wirkung des Lichtpunktes ausgesetzt ist, seinen eigenen Verdampfungspunkt oder Schmelzpunkt und löst sich in Form von Plasma oder Schmelze vom Rohr ab.
Unter ihnen wird das Laserschneiden von Nickel-Titan-Legierungskardiovasculärstents je nach Tragfähigkeit der Lichtpunktdichte hauptsächlich in folgende Kategorien unterteilt:
(1) Verdampfungsschneiden: Verdampfungsschneiden bezieht sich auf die Lichtpunktdichte, die höher als 108 W/cm² liegt. Das Material absorbiert Energie, um seinen eigenen Verdampfungspunkt zu erreichen. Das Material löst sich in Form von Plasma vom Materialoberflächen-Schneidemodus ab.
(2) Schmelzschneiden: Schmelzschneiden bezieht sich auf die Lichtpunktdichte, die höher als 107 W/cm² liegt. Das Material erreicht seinen eigenen Schmelzpunkt in Form von Schmelze und löst sich durch den Schlitzschneidemodus ab.
(3) Sauerstoffunterstütztes Schneiden: Beim Sauerstoffschneiden beträgt die Lichtpunktdichte etwa 106 W/cm². Zu diesem Zeitpunkt erfolgt die Materialentfernung unter Verwendung von Sauerstoff und des auf das Material wirkenden Laserstrahls. Das Nickel-Titan-Legierungsrohr wird durch Verbrennung entfernt, um den Zweck der Materialentfernung zu erreichen.
Und je nach Art des erzeugten Lasers wird das Stentschneiden in CO2-Laserschneiden, Nd:YAG-Laserschneiden und Faserlaser-Laserschneiden unterteilt. Das Faserlaser-Laserschneiden ist eine in den letzten Jahrzehnten entwickelte neue Art des Laserschneidens, das die Vorteile einer guten Strahlqualität und einer langen Lebensdauer in einer industrialisierten Umgebung bietet. Aufgrund der Tatsache, dass das Faserpuls-Laserschneiden im Wesentlichen eine "thermische" Bearbeitung ist, ist der Übertrag der Spotenergie im Prozess einer der Schlüsselfaktoren, die die Qualität des Stentschneidens beeinflussen. Einer der Schlüsselfaktoren, der die Schneidqualität des Stents beeinflusst, ist beispielsweise die schematische Darstellung des Faserpuls-Laserschneidens in Abbildung 8.
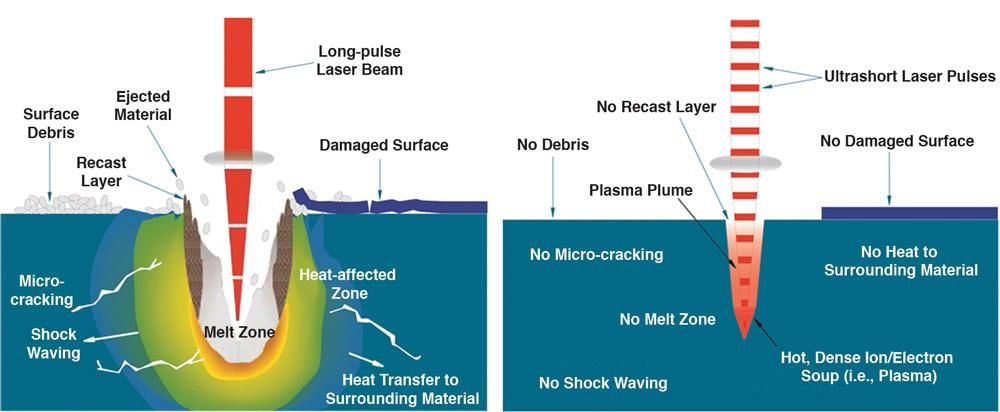
Abbildung 8 Schematische Darstellung des Faserpulslaserschneidens
Auf der anderen Seite wird das Stentschneiden je nach Kontinuität des Lasers in kontinuierliches Laserschneiden und gepulstes Laserschneiden unterteilt. Derzeit werden die Laserbearbeitung von kardiovaskulären Stents alle durch gepulste Laser geschnitten, weil im Vergleich zum kontinuierlichen Laser zwischen zwei aufeinanderfolgenden Laserstrahlen des gepulsten Lasers ein Zeitintervall besteht, das die Ableitung der während des Schneidprozesses erzeugten Abfälle erleichtert und somit die Schneidleistung der Stents verbessert.
In den letzten Jahren wurde die Technologie der ultrakurzen Femtosekunden (fs) -Laser eingeführt, die Laserimpulse erzeugen, die keine thermischen Effektabdrücke auf dem Teil hinterlassen, was bedeutet, dass der Femtosekunden-Laser ein Kaltbearbeitungsprozess ist.
Der Femtosekundenlaser ist ein ultrakurzer gepulster Laser, mit dem Nitinol-Halterungen bearbeitet werden. Aufgrund der extrem kurzen Pulsbreite des Femtosekundenlasers, die nur 10-15 Sekunden beträgt, interagiert der Laser sehr kurze Zeit mit dem Material und vermeidet thermische Diffusion, wodurch der Einfluss der Schmelzzone, der wärmebeeinflussten Zone, der Stoßwelle und vieler anderer Effekte auf das umgebende Material, sowie thermische Schäden, eliminiert werden. Diese Vorteile verbessern die Präzision des Laserschneidens. Ein schematisches Diagramm des Femtosekunden-Laserbearbeitungssystems ist in Abbildung 9 dargestellt.
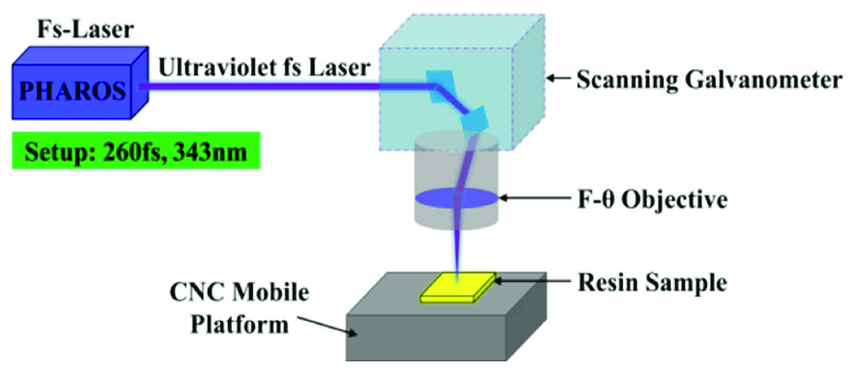
Abbildung 9 Schematisches Diagramm des Femtosekunden-Laserbearbeitungssystems
Nach dem Laserschneiden befindet sich der Stent immer noch im Zustand von Halbfabrikaten, die Innenseite und die Seite der Schnittnaht nach dem Schneiden sind oft von Schlacke, wärmebeeinflusster Zone und Rekristallisierungsschicht begleitet, und die Schnittnaht ist unregelmäßiger und rauer. Die Halbfabrikate müssen in der Regel eine Reihe von Prozessen wie Wärmebehandlung, Sandstrahlen, Beizen, Anlassen und elektrochemisches Polieren durchlaufen, bevor sie als fertige Produkte verwendet werden können.
Da die Laserbearbeitung eine thermische Bearbeitung ist, wird sie eine thermische Beschädigung der Oberfläche des Stents verursachen und eine kleine Menge Schlacke und Oxidhaut erzeugen (siehe Abbildung 10), wobei die durchschnittliche Dicke der wärmebeeinflussten Zone und der Rekristallisierungsschicht etwa 8 μm beträgt.
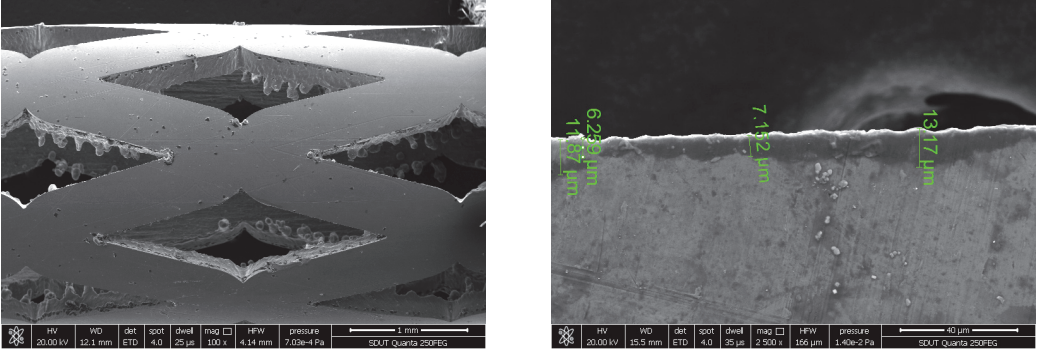
Abbildung 10 Mikroskopische Morphologie des vaskulären Stents nach der Laserbearbeitung
Die Änderung des Zugfestigkeitsverlaufs von Nitinol-Legierungsstents unter verschiedenen Wärmebehandlungsbedingungen ist in Abbildung 11a dargestellt. Es kann aus dem Diagramm beobachtet werden, dass die mechanischen Eigenschaften von Nitinol-Legierungsstents, die durch Wärmebehandlung bei 400°C und 450°C erhalten wurden, mit zunehmender Wärmebehandlungszeit signifikante Schwankungen aufweisen. Im Vergleich dazu zeigt die Zugfestigkeit von Nitinol-Legierungsstents, die bei Wärmebehandlungstemperaturen von 500°C und 550°C erhalten wurden, über die Zeit einen relativ stabilen Trend. Darüber hinaus nimmt mit zunehmender Wärmebehandlungszeit die Zugfestigkeit von Nitinol-Stents allmählich ab.
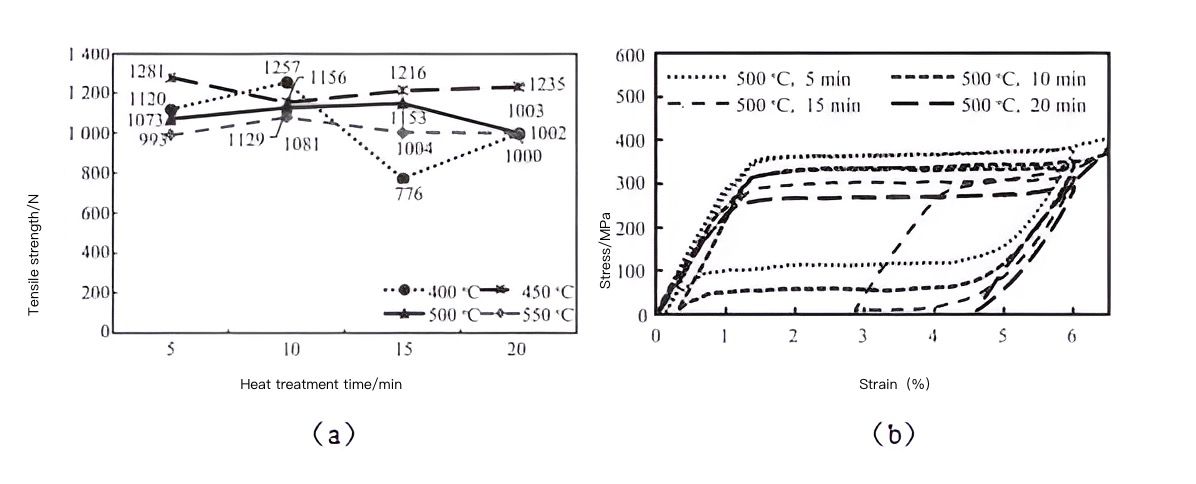
Abbildung 11 Zugfestigkeit von Nickel-Titan-Drähten bei unterschiedlichen Wärmebehandlungsprozessen
Durch Analyse der Spannungs-Dehnungs-Kurven von Nitinol-Legierungen unter verschiedenen Wärmebehandlungsbedingungen bei 500°C und 550°C (wie in den Abbildungen 11b und 12 gezeigt) können verschiedene Parameter wie obere und untere Plateaustressen, Restdehnung, elastisch gespeicherte Energie und elastisch gespeicherte Energieeffizienz extrahiert werden. Aus den Abbildungen 11 und 12 kann man sehen, dass Proben mit Wärmebehandlungszeiten von 5 Minuten und 10 Minuten deutliche obere und untere Plateaustressen aufweisen, mit minimaler Restdehnung, was auf martensitische Phasenumwandlung und Rücktransformation hinweist und damit eine stabile nichtlineare Superelastizität demonstriert. Zwischen 10 Minuten und 20 Minuten gibt es jedoch einen plötzlichen Anstieg der Restdehnung mit der Verlängerung der Wärmebehandlungszeit. Dies deutet darauf hin, dass höhere Wärmebehandlungstemperaturen und längere Behandlungszeiten die mechanischen Eigenschaften von Nitinol-Legierungsstents in gewissem Maße beeinflussen können.
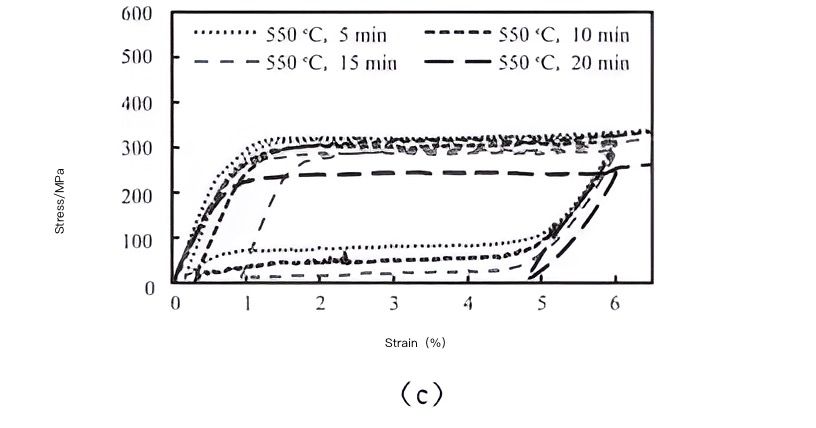
Abbildung 12 Spannungs-Dehnungs-Kurve bei 550°C
Das Sandstrahlen ist eine wirksame Methode zur Entfernung von Schmutz, Oxiden, Rost, Graten und anderen Oberflächenfehlern von Bracketoberflächen, um sicherzustellen, dass sie für nachfolgende Beschichtungs- oder Behandlungsanwendungen glatt und fehlerfrei sind. Nach dem Sandstrahlen mit Aluminiumoxid gibt es mehrere Vorteile des anschließenden Glasperlenstrahlens: Es ermöglicht das Erreichen von Radien an den äußeren und inneren Durchmesserecken, wobei nur minimale zusätzliche Materialentfernung erforderlich ist. Die Größe der Radien kann effektiv kontrolliert werden, da sie von der Größe und Geschwindigkeit der Glasperlen abhängt. Dies ermöglicht eine präzise Kontrolle über Bereiche des Stents mit zusätzlichen Radien.
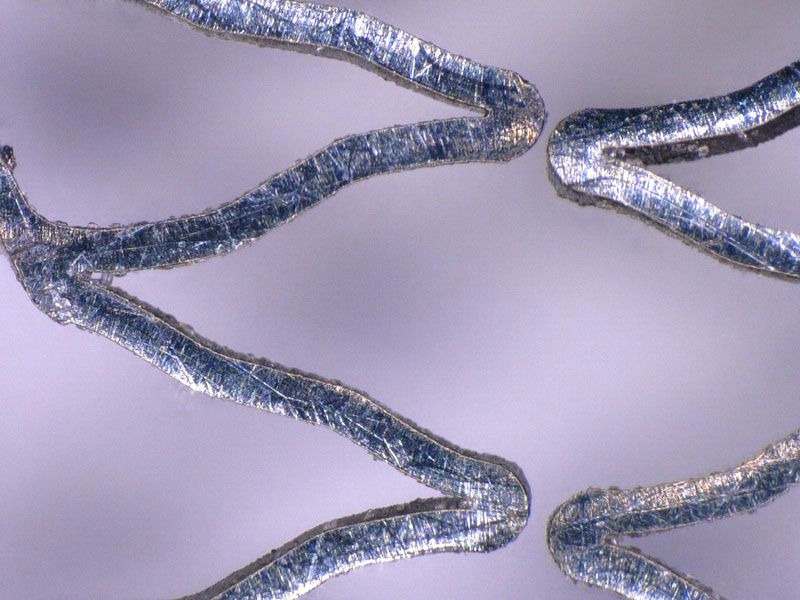
Abbildung 13 Unbeschichtete Stentoberfläche
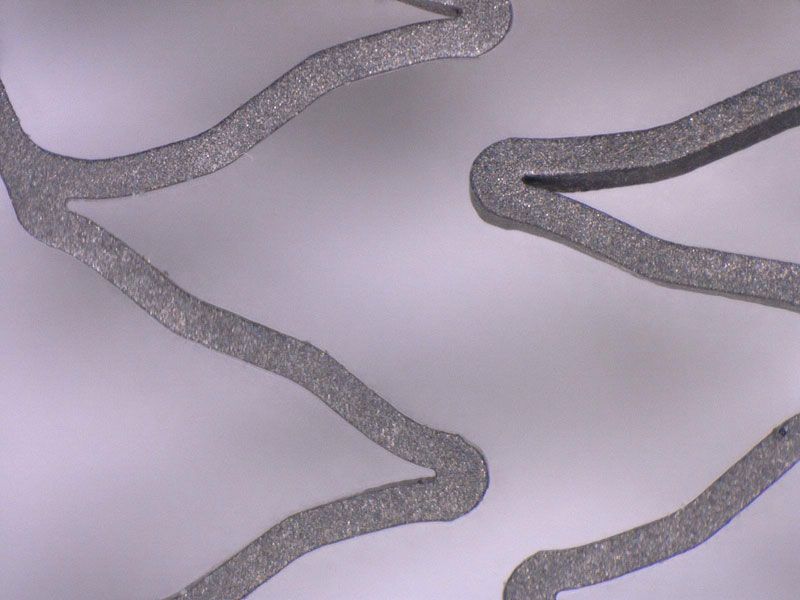
Abbildung 14 Sandgestrahlte Stentoberflächen
Die mechanische Oberflächenbehandlung trägt zur Verlängerung der Ermüdungslebensdauer der Stützen bei. Glasperlenstrahlmittel werden typischerweise in Schussstrahlapplikationen verwendet, die strenge Toleranzen erfordern. Das Strahlen von Bracketoberflächen mit Glasperlen entfernt kein Material oder entfernt vernachlässigbare Mengen. Die Größe der Glasperlen ist entscheidend, wobei größere Perlen rundere Kanten haben. Es gibt typischerweise drei Größen von Glasperlen: 35, 50 und 100. Tests mit Proben mit jeder Größe von Glasperlen ergeben entsprechende Ergebnisse.
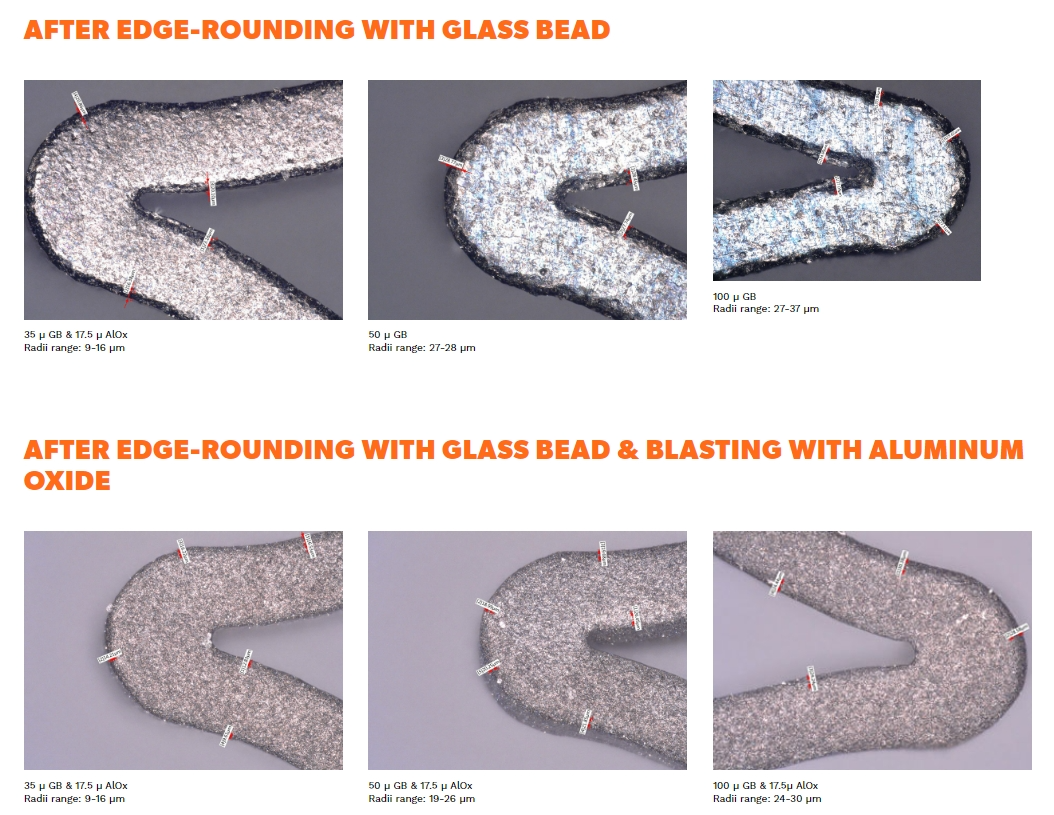
Abbildung 15 Glasperlenstrahlen
Während der Herstellung und Bearbeitung von Nitinol-Gefäßstützen ist eine Lasergravur des Rohrs erforderlich, was eine schwarze Oxidschicht und geschmolzene Rückstände auf seiner Oberfläche erzeugt, was die Oberflächenglättung des Stents beeinflusst. Diese geschmolzene Schlacke und Oxidschicht werden nach der Implantation des vaskulären Stents in den menschlichen Körper eine intime Hyperplasie stimulieren, was das Risiko einer Restenose erhöht. Daher ist es notwendig, das Beizen durchzuführen, um die Oxidschicht und Rückstände von der Oberfläche des Stents nach dem Formen des Stents zu entfernen.
Jedoch wird der Prozess der Entfernung der oxidierten Haut von Ni-Ti-Legierungsgefäßstützen durch Beizen "Wasserstoffversprödung" des Materials verursachen, und je länger die Beizezeit ist, desto größer ist der Schaden für das Material, daher ist es notwendig, die Beizezeit vernünftig zu kontrollieren, wie aus Abbildung 16 hervorgeht, aus der ersichtlich ist, dass je länger die Beizezeit ist, desto länger der Durchmesser des tatsächlichen Durchmessers abnimmt, die Bruchzugfestigkeit abnimmt, die Festigkeit leicht abnimmt und die Anzahl der Ermüdungsbiegezyklen abnimmt. Daher ist die Beizezeit zu lang, um das Material plastisch zu machen, die Zähigkeit verschlechtert sich, wenn die Beizezeit mehr als 2 Stunden nach der Beizeung zu lang ist.
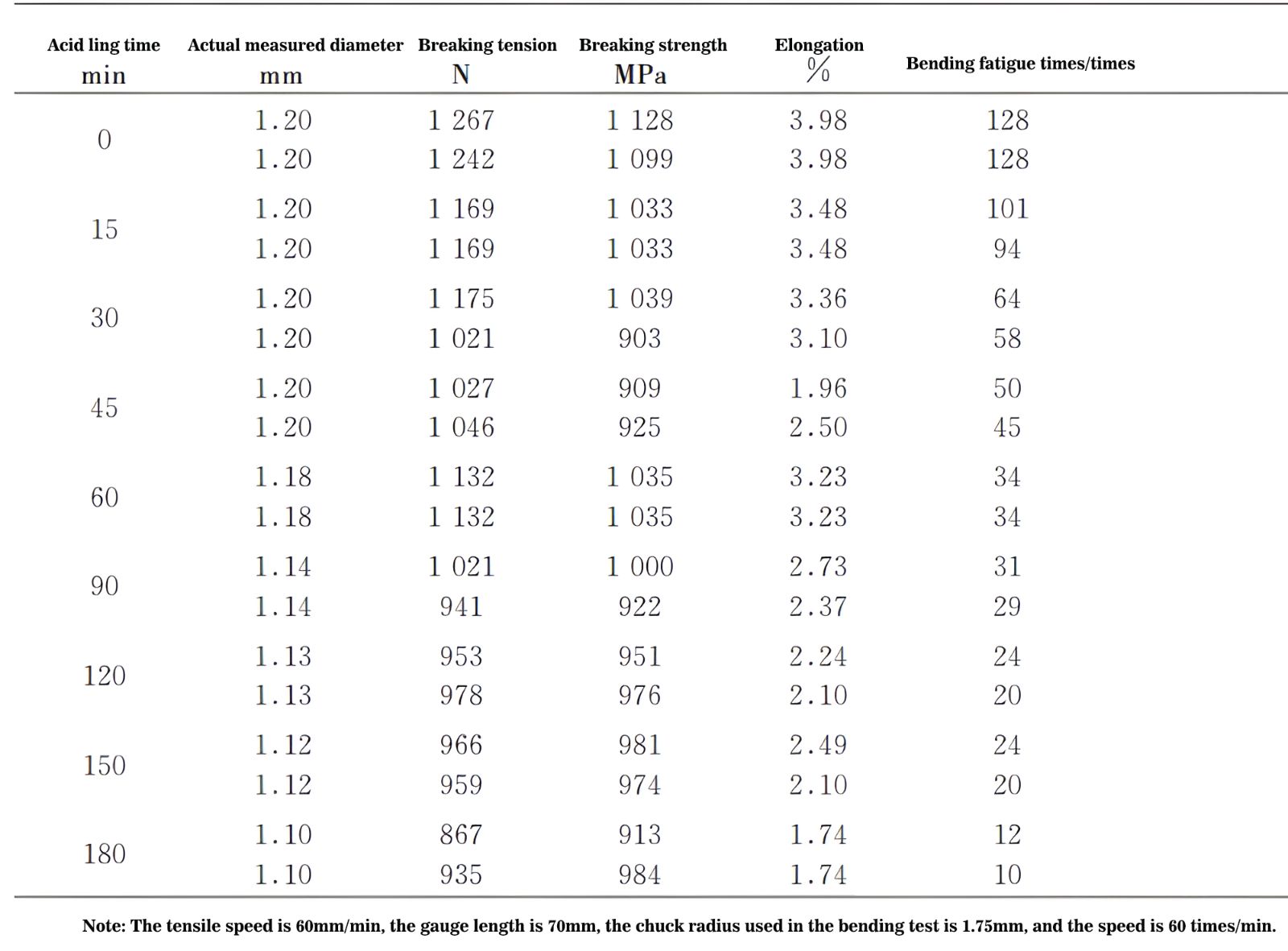
Abbildung 16 Werte der mechanischen Eigenschaften von Ni-Ti-Legierungen bei unterschiedlichen Beizezeiten
Der Nickel-Titan-Stent nach dem Laserschneiden hat eine hohe Rauheit, was nach der Implantation im menschlichen Körper einen größeren Widerstand gegen den Blutfluss erzeugt, was zur Bildung von Thromben führt. Daher wird die Oberflächenbehandlung von Ni-Ti-Stents zur Verbesserung ihrer Oberflächeneigenschaften zum Schlüssel für die Herstellung von medizinischen Legierungsstents.
Die Oberflächenbehandlung von Ni-Ti-Legierungen wird in der Regel in der Industrie durch die Kombination aus mechanischem Polieren und chemischem Polieren durchgeführt, aber die Effizienz des mechanischen Polierens und des chemischen Polierens ist gering, der Prozess ist umständlich und es ist besonders einfach, die spezielle Struktur der stentähnlichen Materialien zu beschädigen, daher wird die Elektropolierungs technologie üblicherweise als Hauptbehandlungsmittel in der Oberflächenbehandlung von Ni-Ti-Legierungsstents verwendet.
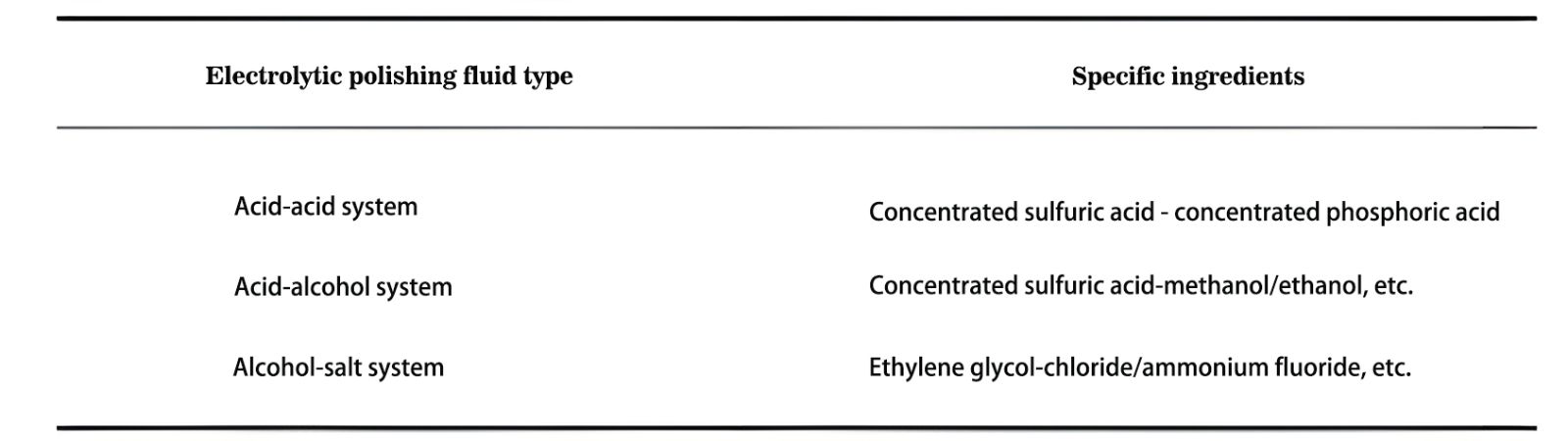
Abbildung 17 Arten und Zusammensetzung von Grundelektrolyt-Polierlösungen
Säure - Säuresystem, konzentrierte Phosphorsäure bildet leicht eine Schicht viskosen Films auf der Oberfläche des Prüfkörpers, die den Effekt der elektrolytischen Politur verbessern kann, während konzentrierte Schwefelsäure eine starke ätzende Wirkung hat, den Polierprozess effektiv die Verunreinigungen auf der Oberfläche des Prüfkörpers und die oxidierte Schicht entfernen und die elektrische Leitfähigkeit verbessern kann. Dieses Doppelacid-System wird in China häufiger verwendet.
Babilas und andere ausländische Länder haben auch vorgeschlagen, dasselbe Doppelacid-System auf das Polieren von Prüfkörpern anzuwenden und eine relativ gleichmäßige, korrosionsbeständige Oberfläche zu erhalten. Der Vorteil liegt in der starken Ätzfähigkeit der Säure, die die Oberflächenbeschaffenheit der Legierung schnell verbessern und die Poliereffizienz verbessern kann.
Aufgrund der starken Ätzfähigkeit von Säuren sind jedoch konzentrierte Schwefelsäure und konzentrierte Phosphorsäure sowie andere starke Säuren auch explosionsanfällig, was für den Bediener große Sicherheitsrisiken birgt, und gleichzeitig können sie zu Umweltverschmutzung führen. Unter dieser Voraussetzung haben einige ausländische Wissenschaftler vorgeschlagen, Alkohole und lösliche Salze als warme Elektrolyt-Polierlösungen zu verwenden.
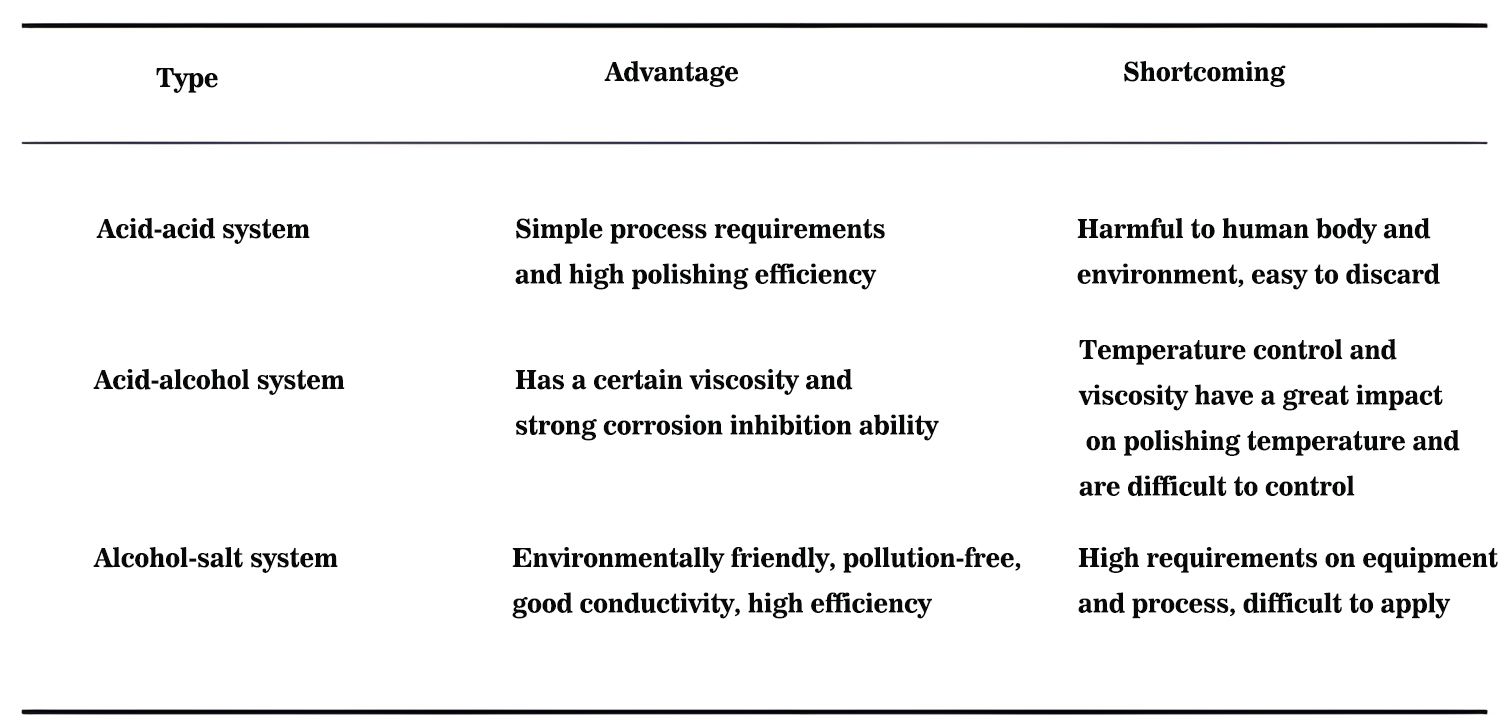
Abbildung 18 Vergleich der Vor- und Nachteile von drei Elektropolierflüssigkeitssystemen
Es gibt 3 Arten von elektrochemischen Polierlösungen für Ni-Ti-Legierungen: saure, alkalische und neutrale, wobei die saure Polierlösung den besten Poliereffekt hat und für die Bearbeitung von Ni-Ti-Legierungsstents am besten geeignet ist.
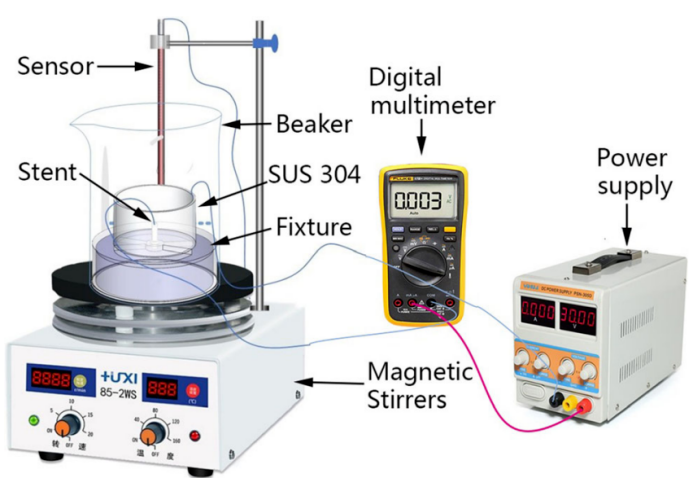
Abbildung 19 Schematische Darstellung des Prinzips der Vorrichtung zur elektrolytischen Politur von kardiovaskulären Haltern
Zunächst wurde eine Mischung aus Fluorwasserstoffsäure, Salzsäure, Salpetersäure und Wasser im Volumenverhältnis von 5:10:35:10 für 30 s ultraschallgereinigt, und dann wurden nacheinander deionisiertes Wasser und Aceton verwendet, um den Stent für jeweils 2 Minuten zu reinigen, und er wurde zum Trocknen geblasen für den Gebrauch.
Nach der oben genannten Behandlung betrug die Oberflächenrauheit Ra des Gefäßstents etwa 1,3 μm. Als Kathode für die elektrochemische Politur wurde ein 304-Edelstahlrohr verwendet, mit einem Innendurchmesser von 32,6 mm, einer Wandstärke von 1 mm und einer Länge von 16 mm.
Die Prozessbedingungen der elektrochemischen Politur waren wie folgt: Temperatur 15°C, Stromdichte 0,7 A/cm², Polabstand 15 mm, Zeit 20 s (Methanol-Perchlorsäure) oder 90 s (Essigsäure-Perchlorsäure).

Abbildung 20 Erscheinungsbild von Gefäßstützen vor (a) und nach (b) der Politur
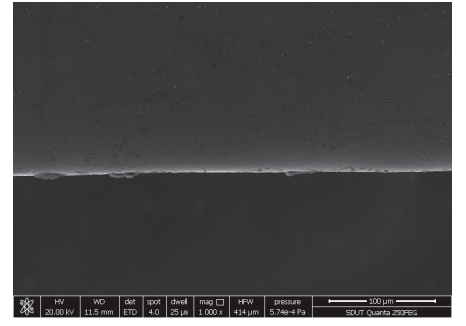
Abbildung 21 Mikroskopische Morphologie von Gefäßstützen nach der Politur
Wie aus Abbildung 20 und Abbildung 21 ersichtlich ist, wurde im Vergleich zum Gefäßstent vor der Politur die Oberflächenhelligkeit des Gefäßstents verbessert und es traten keine offensichtlichen Mängel wie Unebenheiten auf der Oberfläche auf, und die wärmebeeinflusste Zone und die Rekristallisierungsschicht verschwanden, was förderlich für die Verbesserung der Leistung des Gefäßstents war.